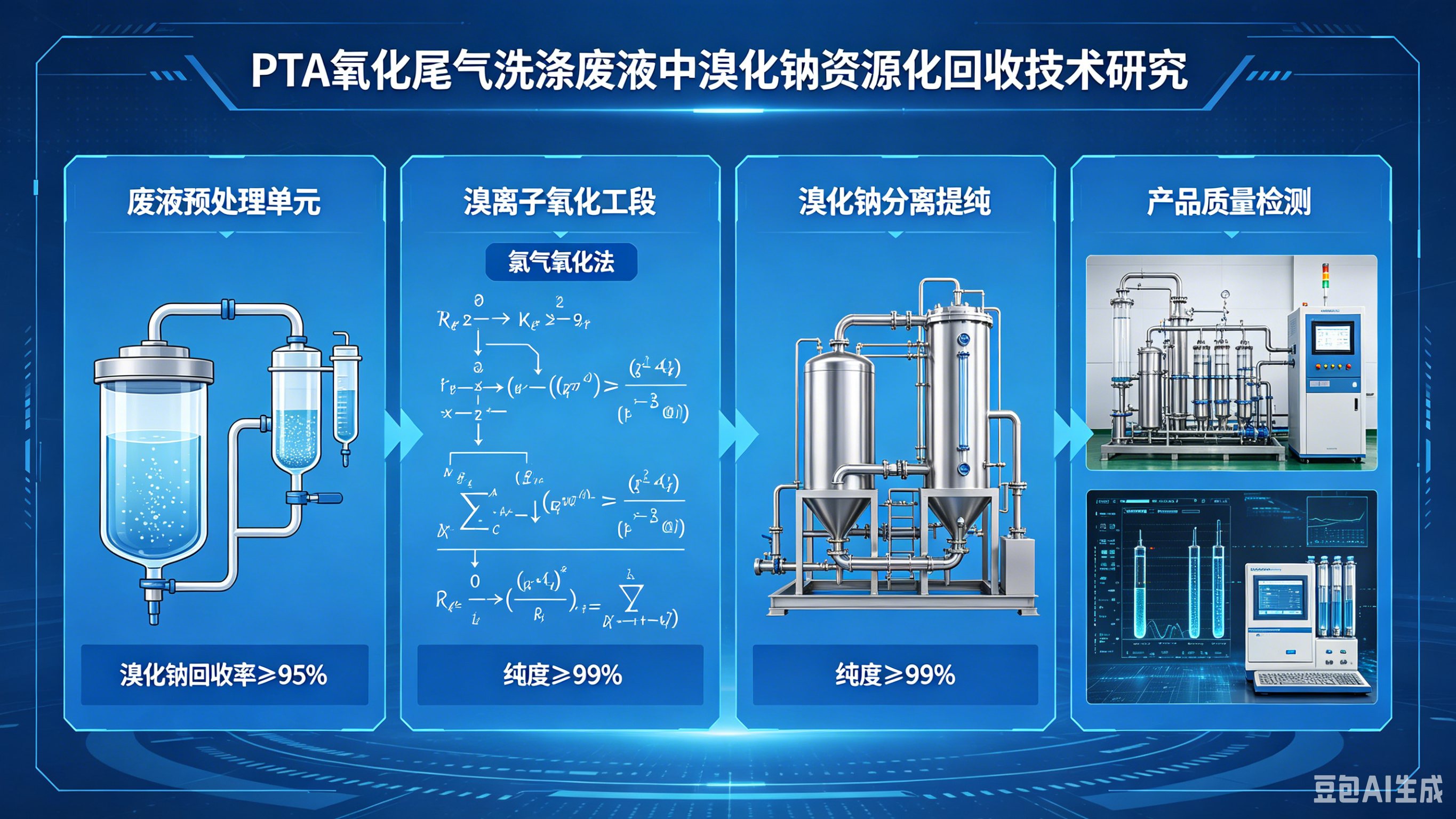

精对苯二甲酸(PTA)是石油化工领域核心的大宗有机原料,广泛应用于聚酯、化纤等产业,工业上主流生产工艺为对二甲苯空气氧化法。该工艺生产过程中会产生大量氧化尾气,配套的尾气洗涤系统会持续产生洗涤废液,这类废液是PTA生产装置的主要废水来源之一。废液组分复杂,核心含有溴化钠、碳酸氢钠、碳酸钠等盐类物质,其中溴化钠是PTA氧化反应的重要助剂原料,具备极高的资源化回收价值。传统工艺中,该洗涤废液大多直接输送至污水处理厂处置,不仅产生高额的废水处理成本,还造成溴化钠、碳酸钠及钴锰催化剂等有价资源的大量流失,资源利用率极低。因此,开发高 效、稳定的溴化钠分离回收技术,实现废液资源化循环利用,对PTA行业节能降耗、绿色生产具有重要现实意义。
山东日兴新材料股份有限公司是一家专注生产溴化钠的厂家,如需咨询更多信息,请联系:13953615068
PTA氧化尾气洗涤废液的含盐体系是制约溴化钠回收的核心关键。废液中碳酸氢钠浓度可达2.0%,同时共存碳酸钠与溴化钠两种可溶性盐类,且含有微量钴锰催化剂组分。现有回收技术的主要难点集中在两点:一是碳酸氢钠无法直接适配催化剂回收系统,需先完成转化脱除,否则会干扰后续盐类分离;二是碳酸钠与溴化钠理化性质相近,常规沉淀、过滤工艺难以实现精准分离,导致溴化钠提纯纯度低、回收率差,无法实现工业化回用。
基于行业生产痛点,新型集成化膜分离工艺可实现废液预处理、脱碳、碳酸钠分级分离、溴化钠浓缩回收一体化处理,有效破解盐类共混分离难题,同步完成多种有价资源的回收利用。
该资源化回收技术以pH调控脱碳预处理为基础,结合超滤精密过滤、两级纳滤分级脱盐、两级反渗透浓缩工艺,实现碳酸钠与溴化钠的精准分离,然后获得高浓度溴化钠溶液,同时回收碳酸钠与钴锰催化剂,整套工艺全程采用物理膜分离结合简易化学调控,无二次污染,适配工业化连续生产。
2.1 脱碳预处理工艺
废液中大量的碳酸氢钠是影响溴化钠提纯的首要干扰因素,工艺通过精准pH调控实现碳酸氢钠转化脱除。将PTA洗涤废液送入脱碳酸氢钠塔,采用蒸汽加热或添加氢氧化钠两种可调方式,将废液pH值稳定调控在11.0~12.0的碱性区间,调控区间为11.5~11.8。强碱性环境下,废液中的碳酸氢钠充分转化为碳酸钠,反应生成的二氧化碳气体从塔体顶部排出,彻底完成脱碳处理,得到组分稳定的脱碳废液,为后续盐类分离消 除干扰。
2.2 精密超滤预处理
脱碳后的废液中含有微量悬浮颗粒物、大分子杂质等固体污染物,会堵塞后续纳滤、反渗透膜组件,影响分离效率和设备寿命。因此将脱碳废液输送至超滤装置进行精密过滤,该装置采用5~10nm孔径的超滤膜,可完全截留废液中的悬浮杂质与大分子颗粒。处理后分为两股水流,含固体杂质的超滤浓水直接外排处理,洁净的超滤产水送入后续盐类分离工序,保障后端膜设备稳定运行。
2.3 两级纳滤碳酸钠分离工艺
超滤产水中共存碳酸钠与溴化钠,利用纳滤膜对不同盐类的选择性截留特性,实现碳酸钠的高 效分离。整套纳滤系统采用两级串联工艺,两级纳滤装置对碳酸钠的截留效率均稳定保持在90%~94%。
首 先,超滤产水加压送入Ⅰ级纳滤装置,膜组件选择性截留碳酸钠,形成富含碳酸钠的Ⅰ级纳滤浓水,该浓水可输送至催化剂回收装置,先回收废液中的钴、锰贵金属催化剂,再提纯回收碳酸钠;透过膜体的Ⅰ级纳滤产水主要含溴化钠及微量残留碳酸钠。
随后,Ⅰ级纳滤产水送入二级纳滤装置,进一步截留残留碳酸钠,产出完全脱除碳酸钠的二级纳滤产水,为溴化钠浓缩提纯提供纯净原料;二级纳滤浓水富集残留碳酸钠,回流至Ⅰ级纳滤装置循环处理,有效提升碳酸钠整体回收率,避免资源浪费。
2.4 两级反渗透溴化钠浓缩工艺
经两级纳滤脱除碳酸钠后的产水,仅以溴化钠为主要溶质,通过两级RO反渗透装置实现溴化钠的浓缩富集与深度回收。两级反渗透装置采用差异化压力运行模式,适配溴化钠浓缩需求:Ⅰ级RO反渗透装置操作压力控制在3.5~4.5Mpa,二级RO反渗透装置操作压力控制在2.5~3.5Mpa。
二级纳滤产水首 先送入Ⅰ级RO反渗透装置,经过高压浓缩后,截留富集溴化钠的浓水,即为高纯度、高浓度的溴化钠成品溶液,可直接回收利用;Ⅰ级RO反渗透产水仍含有微量溴化钠,送入二级RO反渗透装置进行深度回收。
二级RO反渗透装置处理后,浓缩得到的含溴化钠浓水回流至Ⅰ级RO反渗透装置再次浓缩,提升溴化钠回收率;透过的二级RO产水水质洁净,可直接循环回PTA氧化尾气洗涤塔,作为喷淋液循环使用,实现水资源闭环利用。
该溴化钠资源化回收系统为一体化集成设备,核心由脱碳酸氢钠塔、超滤装置、两级纳滤装置、两级RO反渗透装置及配套水箱、加压泵组成,各设备串联联动、协同运行,形成完整的废液处理与资源回收闭环。所有过滤、分离单元均采用独立膜装置,膜组件稳定性强、分离精 度高,可长期连续运行。
系统核心运行参数具备严格的可控性,是保障溴化钠回收效果的关键:废液处理pH值11.5~11.8,超滤膜孔径5~10nm,两级纳滤碳酸钠截留效率90%~94%,一级反渗透操作压力3.5~4.5Mpa,二级反渗透操作压力2.5~3.5Mpa,参数适配工业化大规模生产需求。
通过中式试验验证,该集成化回收工艺具备优异的资源回收性能,工业化适配性极强。在稳定运行工况下,系统对碳酸钠的整体回收率可达95.0%,溴化钠回收率可稳定达到93.0%,实现了废液中核心有价盐类的高 效回收。
相较于传统直接排放、单一废水处理工艺,该技术具备多重核心优势。第 一,实现资源利用,同步回收溴化钠、碳酸钠及钴锰贵金属催化剂,变废为宝,大幅降低企业原料采购成本;第二,实现水资源循环利用,然后产水回用于生产喷淋工序,减少工业用水消耗;第三,大幅降低废水外排量,有效削减污水处理负荷与处理成本;第四,整套工艺采用物理膜分离为主、化学调控为辅的处理方式,无药剂过量添加、无二次污染物产生,绿色环保;第五,分级循环工艺设计有效降低有价资源损耗,分离精 度高、产品纯度稳定,回收的溴化钠溶液可直接回用于PTA生产工艺,适配工业循环体系。
PTA氧化尾气洗涤废液中的溴化钠是极具回收价值的工业助剂资源,传统处理模式的资源浪费与环保成本问题,一直制约行业绿色升级。该脱碳预处理结合双级纳滤、双级反渗透的集成工艺,有效解决了碳酸钠与溴化钠难分离、溴化钠回收率低的行业痛点,通过精准的pH调控脱除碳酸氢钠干扰,依托膜分离的选择性筛分特性实现盐类精准分级,搭配循环回流工艺提升资源利用率。
整套工艺运行稳定、参数可控、资源化效益突出,既解决了PTA生产废液的环保处理难题,又实现了溴化钠、碳酸钠等核心资源的循环回用,契合化工行业节能降耗、资源化循环发展的核心趋势,在PTA生产领域具备极高的推广应用价值。